產線")
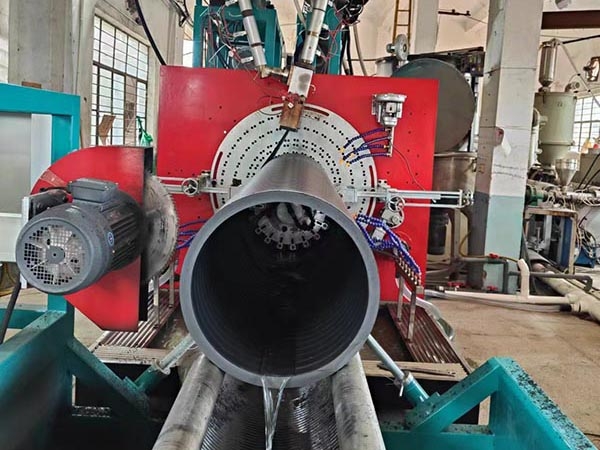
克拉管生產(chǎn)線從擠塑機口模擠出的190 ℃的(de)平料帶和U型料(liào)帶按預定的位置均勻地纏繞在加熱的鋼製輥筒模具上,自(zì)然冷(lěng)卻後保證了管材熔接縫(féng)質量。l特別(bié)是結構設計中平料帶的熔接縫被包覆支撐管所覆蓋,也(yě)提高了管材熔接縫質(zhì)量及(jí)製品(pǐn)整體的抗外壓能力 。

主要生產工藝流程:
纏繞:熱態纏繞成型(xíng)工藝熔融狀態的(de)HDPE平料帶及(jí)包覆PP的圓形加強筋(jīn)同步纏繞在加熱(rè)到預(yù)定溫度的鋼模上,切削:承、插口(kǒu)按既定尺寸成型,脫模:管材從模具上(shàng)脫離(lí),修(xiū)整:使外(wài)觀平滑規範電熔(róng)絲,預埋:承口(kǒu)預埋電熱熔絲,檢驗:判定產(chǎn)品狀態(tài),克拉管與雙壁(bì)波(bō)紋管的比較所述HDPE高密度聚乙烯管(guǎn)是指(zhǐ): 產品名稱:高密度聚乙烯(HDPE)纏繞增強管(下稱:纏繞增強管) 采用標(biāo)準:管材必須符合GB/T19472.2-2004規定的B型結構壁管; 連接方式(shì):采(cǎi)用承(chéng)插式電熔連接方式的纏繞管材。本文所述(shù)HDPE雙壁波紋管(guǎn)是指:產品名稱:高密度聚乙烯(HDPE)雙壁波(bō)紋管(下稱:雙(shuāng)壁波紋管); 采用標準:管材必須符合GB/T19472.1-2004規定的B型結構壁管;連接方式:緊力型承插式(shì)填料連接。

生產(chǎn)工藝比(bǐ)較
克(kè)拉管生產線是全程采用計算機控製熱(rè)態纏(chán)繞並采用自然風滾動冷卻,結構壁無內有應力,無焊(hàn)縫,管材(cái)壁厚均勻。纏繞成型生產的大口徑(jìng)管,主(zhǔ)要生產DN300mm―DN4000mm,采用螺旋肋管加強(qiáng),大大增加了(le)管材(cái)的環剛度。環剛度(dù)超過20 KN/m2,並(bìng)且(qiě)根據工程(chéng)要求環剛度還可以連續可調,大埋深可達20m。
而雙(shuāng)壁波紋管是通過直接擠出兩個(gè)同心管胚(pēi),並經吸塑成型(xíng)的管材。克拉管生(shēng)產線屬擠出成型工藝。由於(yú)擠出成型(xíng)管的口徑與設備口模成比(bǐ)例當達到一定口徑(jìng)時,設備開(kāi)發成了技術難題且提高了生產成本。
企業:青島17c.com塑料機械有限公司
電話:13905424166 13589250706
傳真:0532-83986289
郵箱:huazesuji@163.com
地址(zhǐ):山東省青(qīng)島膠州市蘭州西路1188號
郵編:266300